销售热线:173-1650-5672(余经理)
销售热线:133-2198-0672(姚经理)
销售热线:189-3038-7422(李经理)
销售热线:173-2102-4349(王经理)
销售热线:173-0179-3578(鲁经理)
销售热线:189-1712-6064(朱经理)
售后热线:133-1166-5350(刘经理)
公司邮箱:sale@haoyue-group.com
工厂地址:江苏省南通市通州区金渡路111号东久(南通)智造园D6

简介:
扩散焊是指将工件在高温下加压,但不产生可见变形和相对移动的固态焊方法。扩散焊特别适合异种金属材料、耐热合金和陶瓷、金属间化合物、复合材料等新材料的接合,尤其是对熔焊方法难以焊接的材料,扩散焊具有明显的优势,日益引起人们的重视。
技术特点:
扩散焊时因基体不过热、不熔化,可以在不降低被焊材料性能的情况下焊接几乎所有的金属或非金属,特别适合于熔焊和其他方法难以焊接的材料,如活性金属、耐热合金、陶瓷和复合材料等。对于塑性差或熔点高的同种材料,以及不互溶或在熔焊时会产生脆性金属间化合物的异种材料,扩散焊是较适宜的焊接方法。
扩散焊接头质量好,其显微组织和性能与母材接近或相同,在焊缝中不存在熔焊缺陷,也不存在过热组织和热影响区。
焊接参数易于精确控制,批量生产时接头质量和性能稳定。
焊件精度高、变形小。因焊接时所加压力较小,工件多是整体加热,随炉冷却,故焊件整体塑性变形很小,焊后的工件一般不再进行机械加工。
可以焊接大截面工件为焊接所需压力不大,故大截面焊接所需设备的吨位不高,易于实现。
可以焊接结构复杂、接头不易接近以及厚薄相差较大的工件,能对组装件中的许多接头同时实施焊接。
冷却速度快:可选配2bar-10bar气体压力下快速冷却系统,保证工件热压完毕快速冷却,高效运行。
应用领域:
扩散焊特别适用于要求真空密封,要求接头与母材等强度,要求无变形的小零件。它是制造真空密封、耐热、耐振和不变形接头的唯一方法,因此在工业生产中得到广泛的应用。在电真空设备中金属与非金属的焊接,切削刀具中硬质合金、陶瓷、高速钢与碳钢的焊接,都有采用扩散焊接的方法。超音速飞机上的各种钛合金部件都是用超塑性成形-扩散焊接法制造的。还特别适用于焊接异种金属材料、石墨和陶瓷等非金属材料、弥散强化高温合金、金属基复合材料和多孔烧结材料。扩散焊接已广泛应用于反应堆燃料元件、液压泵耐磨件、钻机、隼头、耐腐蚀件、蜂窝结构板、静电、叶轮、冲压模具、过滤管和电子元件的制造中。
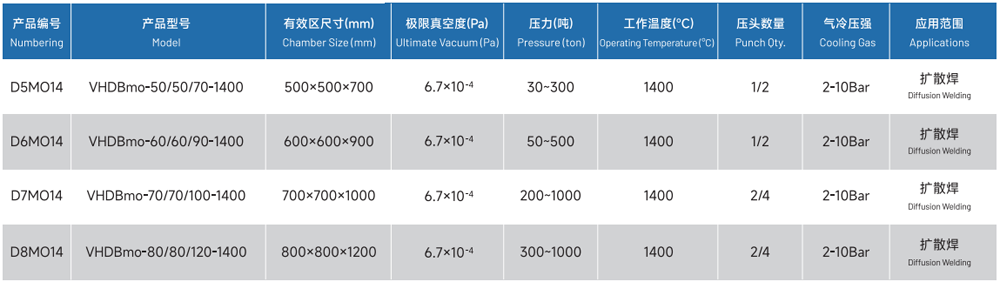
产品规格及技术指标:


 苏公网安备32061202001697号
苏公网安备32061202001697号